






�����-�ξ����-�Ϲ�����ʽ�����
һ�p������
�û�����Һѹ����������������ڽ��ְ����ԲͲ�Ρ�
�Ϲ����Դ�ֱ�����pˮƽ�ƶ���
Ԥ��ͨ�������Ϲ���ʹ�Ϲ�������¹��ǶԳ�λ����ʵ�֡�
��Բʱͨ����������ٻ��������¹����С�
�����¹���߲��䣬���Ա��ڽ��ϺͲ�����
�����豸����Ҫ��������
��������ԭ�����ṹ����
�û�е��Ҫ���Ϲ�װ�á��¹���ˮƽ�ƶ�װ�á��й�װ�á�������ϵͳ������װ�á����ܡ�ƽ��װ�á����̵Ȳ�����ɡ�
3-1���Ϲ�װ��
�Ϲ�װ�����Ϲ������ס��Ϲ��������˫�е�����е���ɡ�
�������ṩ���ư������ļ�ѹ��,������ѹ��Ϊ19.5MPa.
˫�е�����в��õ��١����صĵ��Ĺ������.
�Ϲ��ʹ���,���ڲ����Ϲ����������Ӷȡ�
�Ϲ���45#�Ƴɣ��ּӹ�����ʴ�����HB260-300��
3-2���¹���ˮƽ�ƶ�װ��
�¹�װ�����¹����¹���������¹�������С��¹�������ֵ���ɡ�
�¹�װ��Ϊ���ư���ṩ����Ť�ء�
ͨ��������������ֺ��¹�������֣�����Ť�ء�
�¹���45#���Ƴɣ����ʴ��������������еǿ��������
�¹��������ѡ��SF-1�����ϲ��ϣ�
ˮƽ�ƶ�װ����ˮƽ�ƶ�����ṩ������ͨ���ϸ˴����������������������������ܡ��Ϲ�����ˮƽ�ƶ���ʵ�ֹ�����Ԥ�䣬�Լ��ǶԳƾ��ơ�
3-3���й�װ��
�й�װ�����й���ϡ�бШ����������������ɡ�
�����ݸ˴����������бШ��£����룬�Ӷ�ʹ�й�������͡�
�й�Ϊ45�����죬���ʴ�����Ӳ�ȵ����¹���
3-4��������ϵͳ
������ϵͳ������������ٻ���������ֵ���ɡ�
ϵͳ������ת���ṩ����������ͨ�������ٻ���������֡��¹����ִ���Ť�����¹���ʹ�¹�ת��������Ħ����������Ľ�������ɾ��ƹ�����
3-5������װ��
����װ�������ᡢ����������Һѹ�ס�֧������ɡ�
����Һѹ�״����������ܷ�����λ���������ܷ���ʱ��������Ʒ�ط�����ȡ����
3-6��ƽ��װ��
ƽ��װ�����������˺�ƽ������ɡ�
ƽ��װ���ڷ�����ܷ�����ѹס�Ϲ���β���������Ϲ���ƽ�⡣
3-7������
�̶�����������Ϊ���Ӽ���������ʱЧȥ��Ӧ���������������ڰ�װҺѹ�ף��������Ϲ�������ˮƽ�ƶ���
3-8������
����Ϊ��ʽ���ӽṹ���˻��������ڰ�װ��������
3-9��Ͳװ��
��Ͳװ��Ϊ������ĸ�������Ҫ����У���֧������֧�ᣬ���ף�����ȡ�
�ھ���Ͳʱ��������������ִ�����Ħ����������������ס���������ƶ�����������������Ҫ����ȣ�������������С��30�ȣ�����Ͳ�����ij�������Ϊ�����������������60%���ھ���Բ��Ͳʱ������ҪͲװ�ã�������λ���ᣩ���������֧�����ˮƽ����Ȼ��λ���ᣩ���붨λ�ײ�������
�ġ�Һѹϵͳ
4-1�������
Һѹϵͳ�ɳ��ֱá����顢�������Ӽ���Һѹ��������ɡ�
Һѹ��ѡ�õ��ӷ�ϵ�У���·��ֹ��ࡢά�����Է��㡣
ϵͳ�����ֻ�·��ɣ���ѹ������ѹ�����ڻ�·��ͬ����·���ٶȻ�·��ɡ�
ѹ�����ڻ�·ͨ��������������ϵͳ����ѹ����ϵͳ����ѹ��Ϊ19.5MPa��
ͬ����·ͨ���������������Ϲ����������½��ֲ�����ͬ�����������������µ��ڣ�
�ٶȻ�·���Ʒ�������ܵķ�������λ��ͨ�����������л�·�����ٶȵĵ��ڡ�
4-2���ֱ������Ϲ����������½��ֱ�����������ѹ�����ޱ�����
�塢��������ϵͳ
5-1������
��������ϵͳ�ɵ������ƹ���̨���ְֳ�ť����ɡ�
ϵͳ��Ҫ����ָ��:
ϵͳ������ѹΪ380V/50Hz�� �����¶�Ϊ-5�ȵ�45�� ��
���Ƶ�·����PLC�ɱ�̿�����ϵͳ���̵����٣������ɿ�����������
���ƹ�������������������ƹ��̵�ȫ����ť��ָʾ�ƣ��ɶ������Ĺ���״̬�Ͳ������п��ƣ��ְֳ�ť��Ϊ������ҵʱ�Թؼ������Ŀ����ṩ�˷��㡣
5-2����
���������Ӧ�Ķ�·����������·���������������Ӧ���ȼ̵����������ɱ������Ϲ�ˮƽ�ƶ�������λ����������λ�ñ����������ķ�������λ�ֱ������ϡ�����λ���ؼ��ޱ�����
�ܵ�Դ��·���з����ѿ������ڲ���̨�����ᰴť�о��С���ͣ����ť��Զ���ж��ܵ�Դ��
5-3����
�����ܳ�ֵĸ�λ����λ���ؿ��ƣ����Ϲ��������Ϲ�ǰ���ƶ����¹��� ��ת�ȶ������ɽ��У�
�Ϲ�λ����λ����λ���ؿ��ƣ�ʱ���Ϲ�ˮƽ�ƶ�����������½����ܽ��У�
�Ϲ�ѹ���̵�������ѹ�����ڣ�1/3P��ʱ���Ϲ�����ˮƽ�ƶ���
5-4����ָʾ
�������ʱ������ָʾ������ PLC��������ʱ������ָʾ������
�������ؿ���ϵͳ
����ϵͳ�����ھ��ƹ����е�ʵʱ��ء���λ���ƺͶ̵����ȹ��ܡ�
ʵʱ��أ���������ʱ��ʾ�Ϲ��������µ�λ����Y���Ϲ�ˮƽ�ƶ���X��
��λ���ƹ��ܣ��������ϵ����ֺ��ܼ��Թ��ղ��������趨������ʵ���Ϲ����¡�ˮƽ�ƶ����ĵ�λ���ơ�
�ߡ��Ϲ�����ʽ�����������ɫ
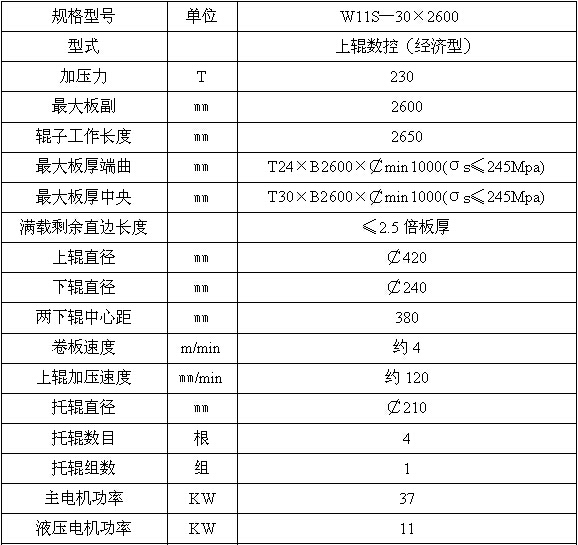
7.1�������ù����Ϲ��ͽ�Сֱ�����¹����¹����²��п������µ��ڵ��й�֧�š�
���ƹ���ʱ��������Ҫ�����й��߶ȣ����Եõ��ϸ߾��ȵ���Ʒ����ӷ���Ⱦ��ȶȡ�
7.1-1���ƺ��ĵ��ڣ�ͼ1��
���ƺ��ʱ���й����������¹�һ����ѹ����ʹ֮�������Ӷ��Բ����Ϲ�������Ӷȣ��Ӷ��ﵽ��Ʒ�м�����˾������ʰ뾶�������С��Ʒ����ӷ���ȵľ��ȶ���
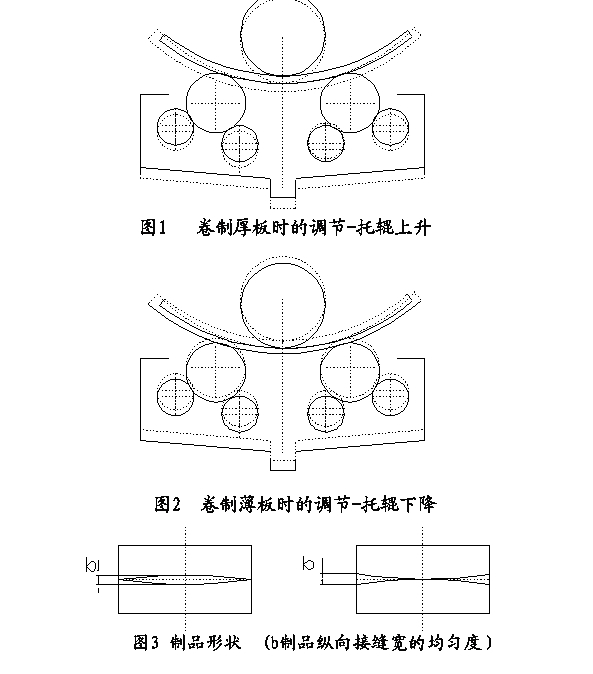
7.1-2���Ʊ���ĵ��ڣ�ͼ2��
���Ʊ���ʱ���й��½���ʹ�¹��ڹ���ѹ�����������ܲ���һ�����Ӷ��Բ������Ϲ����ε�Ӱ�죬�Ӷ��ﵽ��Ʒ�м�����˾������ʰ뾶�������С��Ʒ����ӷ���ȵľ��ȶ���
7.1-3��Ʒ����״��ͼ3����
����ӷ���ȵľ��ȶ�����С�������ڵõ���ʹ��Ʒ�м�����˾������ʰ뾶�൱�ӽ������ܵõ��߾��ȵ���Ʒ����ӷ���Ⱦ��ȶȡ�
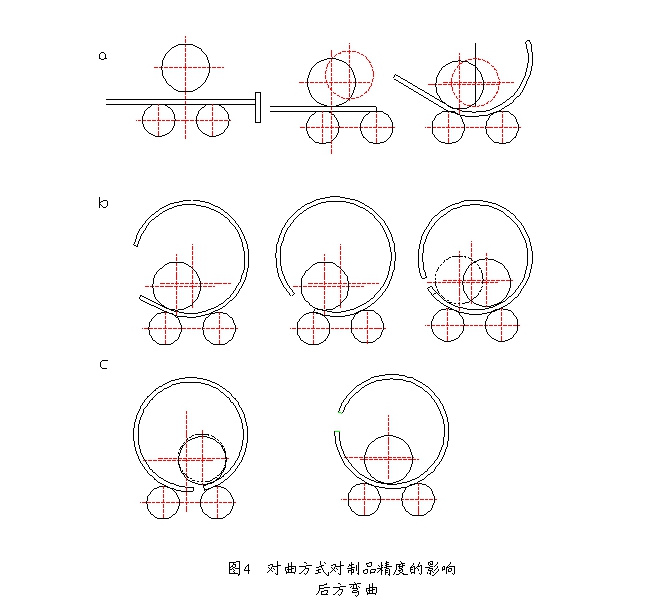
7.2���á���������������ͽ��������Ϲ��ƶ������෴�����Ϲ�һ��ѹ�£��¹�һ����ת���������������ڰ�ĵĶ˲�ֱ�Ӽ�ѹԤ�䣬�Ӷ�������ǰ������ʱֱ�ǵIJ��������ҿ��Կ���ʣ��ֱ�ߵij��Ⱥ���״��
7.2-1������
�Ϲ�һ��ѹ�£��¹�һ����ת��ͼ4a������Ķ˲�����ֱ�Ӽ�ѹʽѹ�䣨ͼ4b������Ʒ�����ں�ǣ�ʣ��ֱ�ߵĶ˲������ڱ�Բ�ϣ���ƷԲ�ȸߣ�ͼ4c����
7.2-2�Գ������¹�����ת��������˲�����Ԥ�䣨ͼ4d��,Ȼ����жԳƾ��ƣ�ͼ4e������Ʒ����ֱ�ǣ���ʣ��ֱ�ߺ��ѿ��ƣ���ƷԲ�Ƚϲͼ4f��
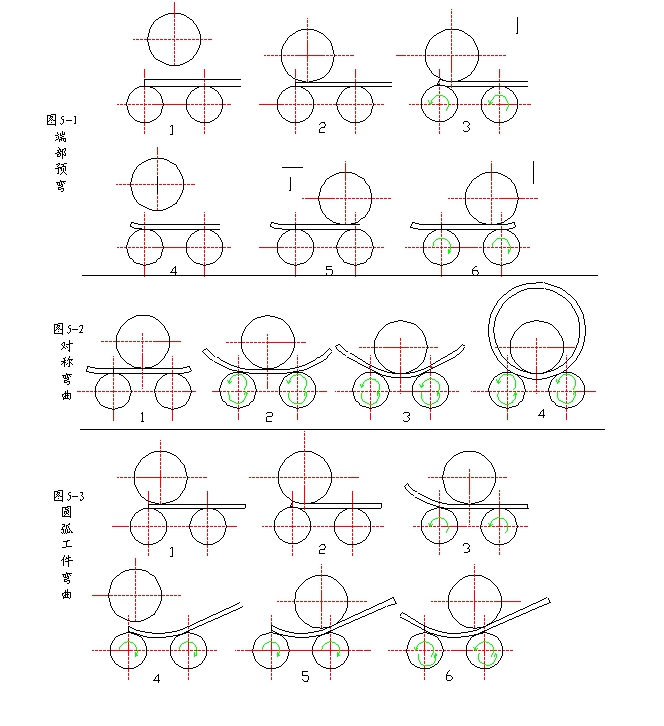
�ˡ����ƹ���
����Բ����ʱ��ͼ5-1��ʾ��һ���Ƚ��ж˲�������Ȼ��Գ�������
һ�� �˲�����
�ٽ����¹������������Ϲ�����һ�Σ���
���Ϲ����������ˮƽ�ƶ�����λ��Ϊ�Ϲ��½�ʱ�ܽ��ְ�н������¹�֮�䡣
���Ϲ��½�
�������¹��������ӹ�һ��ʣ��ֱ�߲��֡�
��ͬ�����̣�������һ��ʣ��ֱ�߲��֡�
�����Գ�����
�ٽ��Ϲ����������¹����ҶԳƵ�λ�ã�Ȼ������ְ塣
�����������ײ���ѹ��ʹ�Ϲ�ѹס�ְ壬�����¹������ְ�
��������ѹ������������������������ת����ɹ�״�ӹ����������Բ��Ͳ��������ӹ���
�����
���Ϲ������м�����λ�ã�����λ�÷����ܲ���������ʱƽ��װ��ʹ�Ϲ�ƽ�⡣�����ܷ���ж�ϡ������ܸ�λ����Բ����������ͨ��������ʱ��һ���Ƚ��ж˲�������
1�� ��ͼ5-3��ʾ���Ϲ���һ��ƫ�ƣ���������ѹ����Ӧ�߶ȣ��Ƚ���һ�˵������ӹ���
2�� ��ת�������������м����ε������ӹ���
3�� ������������ת��������������ӹ��Dz����Ҳ������������¹���λ�á�
4�� �Ϲ�����������һ��ƫ�ơ�
5�� �Ϲ�������ѹ����Ӧ�߶ȣ����������������м�����ʣ�ಿ�ֵ������ӹ���
6�� ��������һ��Ķ˲������ӹ���
�ţ� ��Ҫ���ü�����
|
��Ŀ |
���ϡ��ͺţ�ʽ�� |
�������� |
|
|
��� |
�������� ˫�е������ |
�߷�����г� |
|
|
�Ϲ� |
45# |
�����Ϲ� |
|
|
�¹� |
45# |
||
|
���� |
Q235A |
���� |
|
|
����� |
Q235A |
���� |
|
|
��� |
|
��ͨ |
|
|
���ٻ� |
Բ�����ּ��ٻ�����������/���ּ��ٻ� |
��ͨ |
|
|
����ϵͳ |
PLC�ɱ������ |
|
�ձ�ŷķ�� |
|
������ |
|
���ô� ��ά |
|
|
������ |
|
�������� |
|
|
�м�̵��� |
|
������ |
|
|
Һѹϵͳ |
Һѹ�� |
���ֱ� |
�Ϸʳ�Դ |
|
Һѹ�� |
|
ɽ���ܴ���������˾ |
|
|
���� |
|
��ͨŷ��Һѹ�豸����˾ |
|
ʮ�����ἰ����˵��
10-1�����
�����ڳ�����ϴ��Ϳһ������һ����ᣬ�ҹ�˾������ɫΪ��ɫ��
�û��Կ�����ѡ���Ʒ��ɫ��
10-2����鼰����ת
�ں����غ�����������˾�����������м��Ϳո�������ת��
10-3������ʱ�ṩ�ļ�
1��������ͼ 1��
2����Һѹԭ��ͼ 1��
3��������ԭ��ͼ 1��
4����ʹ��˵���� 1��
5�����ϸ�֤ 1��
6����װ�䵥 1��